During the past two years, we all were forced to adapt our quality activities, especially, when traveling became difficult and face-to-face meetings became limited. Particularly challenging during the COVID-19 Pandemic are supplier quality audits, an essential part of a supplier qualification program, in accordance with current regulatory requirements.
Advanced informational technologies available today, allow for effective and successful remote audits. For instance, live stream or pre-recorded video can be used for the examination of facilities and operators. Video conference services are widely used for group meetings and can be used for other purposes, such as operator interviews, screen sharing of documents, data, and other relevant information. In addition, confidential documents and data can be shared via different secure share folder services.
With the growing hope that the world will be back to normal very soon, we also want to believe that the lessons and experience gained during the last two years will be useful in the future. For example, remote supplier audits can be used also after the Pandemic is over. However, the advantages and disadvantages of remote supplier audits should be well recognized before deciding on which type of audit to plan.
Remote audits advantages:
Remote audits have numerous advantages over on-site audits for both auditors and auditees.
● Firstly, by default, they are much easier to schedule and allow more flexibility for both sides. For example, relevant auditee experts can join the discussions for a limited time, even if their general availability is low.
● Secondly, remote audits save resources and time, allowing for a more efficient audit program. Reduced travel and accommodation fees for the auditors, enables scheduling more than one vendor audit per week.
● Thirdly, remote audits may even be more efficient than on-site audits, if documents are shared by the auditees in advance since more documentation can be reviewed. If agreed in advance between both sides, video and audio recordings of the audit can provide better context for the paper records and allow improved follow-up for auditor and auditees
Remote audits challenges:
Remote audits challenges,that should be taken into consideration, while planning a remote audit.
● Firstly, despite all the technological solutions, remote audits provide limited ability to observe the facilities, equipment and activities. The level of detail that can be noticed remotely is relatively low and it is possible that the auditor will miss important details. Also, remote conversations are prone to misconceptions, which can be avoided by direct communication.
● Secondly, the remote facility tours require adequate infrastructures, such as sufficient internet coverage in all areas, which may be challenging, for example, in underground facilities or other remote areas. In addition, the personnel who are participating in the audit from both sides should be familiar with all remote access and data security technologies, such as document exchange, virtual chats, access permissions, and others. Lack of adequate infrastructure and personnel training will most probably lead to an unsuccessful audit.
● Thirdly, despite more flexibility with remote audits, different time zones can be a critical issue. Inconvenient audit hours may lead to reduced attention, lack of cooperation, frustration, and in general, a less successful audit.
● Lastly, we should always remember and as far as possible, prepare for the risk for technology failures, that may occur during the remote audit from either side, including sudden loss of connectivity, poor audio and/or video connection, and others.
In conclusion, on-site inspections will likely continue to be the preferred standard in the foreseeable future. Even the most successful remote audit may not be sufficient for supplier qualification and an on-site visit will yet be required to complete the qualification. Nevertheless, remote audits can be used in the supplier qualification process, as a valuable part of the general qualification program.
Remote supplier audits recommendations for successful outcome:
In order to maximize the effectiveness of the remote audit we have the following recommendations.
●The focus of the remote audit should be on the overall product quality/safety maintenance, general quality system, and critical operations, rather than on particular details.
● Sufficient technological infrastructure should be in place to support secure remote access, including internet coverage, suitable software for data exchange, and video conference. The participating personnel should practice virtual presentation skills and receive sufficient training to resolve common technical problems that may occur during the audit.
● An on-site follow-up should be considered to complete the detailed process observations and clear up any remaining issues.
We wish our colleagues fruitful and interesting audits, on-site or remote, and hope our recommendations will be useful.
This article was prepared by:
Orit Gamburg, B.Pharm, M.Sc., MBA
Gsap RA & QA Project Manager
For more information about our advanced therapies industry visit:
The continually-evolving field of medical cannabis in Israel poses challenges on medical cannabis companies and start-ups both due to regulatory ambiguity and due to differences in requirements between countries. By constantly updating regulatory changes and through its range of services, Gsap supports and accelerates dozens of medical cannabis projects in Israel and around the world, including the construction of post-harvest and cannabis production facilities, development of cannabis-based treatments and medical devices, and clinical trials of cannabis-based products.
As part of the actions to promote research and development of cannabis in Israel, applications for licensing and conducting research in the field of cannabis can be submitted to the IMCA as detailed inProcedure 108– Guidelines for submitting applications for licensing research in the field of cannabis.
The use of cannabis for medical purposes has accelerated in recent years in Israel and many countries around the world. In parallel, there is significant progress in scientific research in the field of cannabis for the purpose of establishing it as a plant with a beneficial effect on a variety of medical conditions. However, due to the status of the cannabis plant as an illegal substance in many countries, there is still a significant lack of evidence-based medical knowledge (EBM) about the mechanism of action of its active ingredients in the human body and about medical indications that can benefit from it.
Promoting evidence-based medicine and encouraging scientific research in the cannabis field are guiding principles in the reform of cannabis medicalization in Israel. Israel is one of the leading countries in the field of cannabis’ research and development and currently holds many studies in various areas: from cannabis plant science, agrotechnology, medical cannabis product development to clinical trials in humans.
The Cannabis Research and Development Committee has been appointed to examine research applications to meet regulatory requirements and consists of a wide range of experts from the fields of regulation, agriculture, life sciences, chemistry, and medicine. The committee meets 4 times a year, once a quarter. Requests for research are discussed by the committee in the order in which they are received. The IMCA makes every effort to discuss all the applications received by the committee close to the date of submission, but it is possible, depending on the submission date, that the application will be forwarded to one of the following meetings.
Research licensing in the field of medical cannabis
Submitting applications for licensing research in the field of cannabis are detailed in IMCA Procedure 108 (last updated on May 2019).
Cannabis research for medical use licensing process involves three stages:
Stage 1: Submitting an application for a feasibility permit for the cannabis research protocol
The application should include the study protocol describing the study background and rationale from the literature, study protocol and methods, study analysis, timelines, measures of Cannabis protection, amount and frequency of use, and additional details depending on the specific research.
Stage 2: Submitting a request for revocation of information that prevents issuing of a license and security clearance
Following approval of the study protocol by the committee, the sponsor must submit information about all stakeholders and employees involved in the cannabis research.
In addition, the research site is required for approval of its security conditions in accordance with IMC-GSP regulation.
Stage 3: Submitting an application for a licensing permit and research that includes contact with cannabis
Following obtaining a security approval for each of the research site, a final formal application will be submitted to the IMCA unit to grant the final authorization for research work with medical cannabis.
Recent updates in the medical cannabis field
● Quality requirements for the production of medical cannabis products – update April 2021 (Procedure 152)
Procedure 152 details the requirements and rules pertaining to the proper production and quality of medical cannabis products. This regulation details the following sections: Medical cannabis manufacturing regulation
● IMC-GMP authorization requirements and regulation
● Medical cannabis testing and labeling requirements
● Medical cannabis specifications
According to procedure 152, cannabis products authorized for production and consumption in Israel must be of the following forms: Medical cannabis inflorescence for smoking
● Medical cannabis oil extract for sublingual administration
● Medical cannabis cookies- for oral consumption
Per each of the forms, there is a range of concentrations of active ingredients (CBD, THC, and CBN) in cannabis products allowed for production and distribution.
Cannabis products, either in other configurations or in a different concentration of active ingredients may be distributed and consumed only after the applicant has demonstrated the safety and effectiveness of the product and it was approved by the IMCA.
On April 2021 an update was issued by the IMCA regarding additional categories of cannabis products approved for production according to IMC-GMP quality procedures [1]
Only cannabis products listed in the table including their API concentration ranges are approved for manufacture, distribution, and medical use. It should be emphasized that all approved cannabis products should be grown, produced, undergo laboratory tests for batch release, transported, stored, and issued only in accordance with the quality requirements of the IMCA as specified in procedures 152 and 154.
Approval of new indications for treatment with medical cannabis
Procedure 105 (updated on May 2019) details the procedures for the Cannabis indication committee. This committee deals with expanding/reducing the number of indications, clinical recommendations, examining ethical rules and pharmacovigilance rules.
In order to approve a new indication for cannabis, a sponsor or a principal investigator must submit a clinical trial application to the Ministry of Health (MOH). The clinical trial must include a sufficient number of patients to draw a conclusion regarding the safety and efficacy of cannabis for treatment in the required indication. A PK results may be warranted based on the specific indication. Due to the wealth of published information related to cannabis safety, preclinical studies are usually not a prerequisite for clinical trials.
Based on a successful clinical trial with a new indication or new formulation, the IMCA 154 and 152 procedures might be updated to capture the new indication or new formulation.
So, you want to validate your production processes. This is a great start!
There are several benefits to it as shown in this article, but…. where to begin with? How to do it? To which extent is the Validation necessary? How many samples do I need to show compliance? Not to worry, these are common questions regardless of the size of your company or your level of experience.
This article describes how to succeed in Process Validation, with real-life examples of recent Gsap projects, including the following subjects:
In the past, most manufacturers relied on the basic IQ-OQ-PQ protocols but with time regulations became more sophisticated. The good news is that for some cases the regulatory issues can even reduce the Validation burden. Here’s when Gsap will be most helpful for your company and your project.
Let’s begin with the FDA 21 CFR Part 820.75(a), which exempts you from Validation if you have a fully verified process. Yet, how to identify to which extend your manufacturing process is under 100% scrutiny? Is it “fully” verifiable?
Similarly, ISO 13845 releases your process from being validated where the outputs are subsequently monitored and measured. In this case, the question becomes how precise and reliable is your control over the entire process or sub-processes?
The Process Validation Guidance GHTF/SG3/ N99-10, in turn, has provided us with a helpful decision tree. It releases the manufacturer from Validation when verification alone eliminates unacceptable risks. But is verification a cost-effective solution? Again, the Validation question remains.
In practice, the Medical Device industry is generally composed of very complex manufacturing processes, sometimes involving a set of multi-part sub-processes out-sourced in many instances. So, to what extent should the Validation take in-house and outside? Still, regardless of the regulatory issues, is your customer requiring validations? What then should be the actual scope of work?
This is when you need a professional to help to decide which is the best course of action Validation will take for your business.
Gsap has experienced professionals who are aware of the different companies and their sizes, manufacturing volumes, organizational structures, and management styles. In this newsletter, we illustrate successful projects which were validated to ensure that processes operate within specifications and consistently produce safe products, all of them in compliance with the quality predetermined requirements.
One of our world-class clients has complex assembly lines for different Class II and III products. The FDA has required a confirmatory validation for all platforms. The goal was clear. Our professionals learned the processes in-depth, mapped the manufacturing flows, and developed the IQ-OQ-PQ protocols including Test Method Validation for specific continuous and discrete parameters. Five consecutive runs for each platform were analyzed, recorded and the results proved that each production line can consistently satisfy the requirements. That is to say, it was confirmed that all Device Master and History Records (DMR’s and DHR’s) were suitable for use in production. The project goal was achieved in time within our dedicated-for-client methodology and compliance.
Risk Management
The cornerstone preceding a successful Process Validation is the documented Risk Management file. Based on it, the Process Validation Plan indicates the actions needed to ensure that production risks, including software risks, are under control and do not violate product specifications. However, there are cases when mitigations adopted do not sufficiently cover all safety concerns for the product. As a result, residual risks become unacceptable.
We at Gsap work with what most manufacturers use for this preliminary phase: The pFMEA technique (process Failure Mode & Effect Analysis). There are three basic questions to be answered: Starting with “What can go wrong?”, we then move to “What are the chances it could go wrong?”, and finalize by asking ” If it goes wrong what are the consequences?”. The mitigations and control possibilities shall follow the assessment.
Professional support here may not only analyze and develop the Risk Management Process but also distinguish between the pFMEA and dFMEA (design FMEA). In short, Process Validation shall be effectively focused on the parameters that reflect the risks involved in your manufacturing process.
A committed Validation team is what makes the project flow.
One thing to keep in mind is to form a validation team even before the project begins. Field experience has shown that managers who gave this step the right importance had their projects flowing at a fast pace. Defining responsibilities and required deliverables from the different players is also key to the success of a Process Validation Project.
The Validation team should have representatives from at least Engineering, Quality Assurance, and Operations. Laboratories, R&D, Regulations, and Purchasing are recruited on a case-by-case basis.
The main roles of the team are:
●Early identification of the existing processes and sub-processes
●Detecting existing and potential monitoring and control features
●Approvals of the Process Validation Plan (PVP), Protocols, and Reports.
Some manufacturers call the PVP the Master Validation Plan, a document that describes the purpose, the scope and approach to be taken for the validation work, a description of the manufacturing processes, the Validation phases and associated requirements, the scheduled of work, and foreseen cases for revalidations. The MVP shall refer to relevant technical documentation, Work instructions, Sampling, and Criteria for success. In some cases, it also includes a list of tools involved in the processes.
Installation, Operational and Performance Qualifications
This is the core of Process Validation. Generally being time and work-consuming, the qualifications start with one question as well put by the PV guidance: “Is the equipment properly installed?”. This is the Installation Qualification (IQ) phase of the project. The focus turns to the equipment design, installation features, cleaning requirements, environmental conditions, calibrations, safety, software, and technical documentation. This is also the phase when equipment functionality is put to prove generally off-line.
Once the infrastructure, the environmental conditions, the mechanical, electrical, and similar requirements are fulfilled, documented, and acceptable to run the process, the Installation Qualification phase is formally approved and considered finished.
Next, the attention is driven to the operational ranges which allow manufacturers to produce products inside the specifications. This is the Operational Qualification (OQ) phase. At first, a review of all process requirements including raw materials, parts, and components, assemblies, packaging, and labeling must be carefully performed. Then, a sequence of runs is planned to aim to find what should be the window of work for the parameters being evaluated. Design of Experiments (DOE) is a very useful technique to help to define operational ranges. At this phase acceptance criteria and sample size are established for both the short and long run, while the extreme values of the operational range (worst-case conditions) are determined, to comply with regulatory demands.
An innovative company has challenged Gsap to determine what parameters should be validated and what would be their levels for a successful mold injection of a Uterus Self Retaining Support (USRS) implant. The melted material was extremely expensive so that the runs needed to be precise. Decisions for trials were taken beforehand based on a very high professional knowledge. The validation team decided that Holding Pressure and Cooling time should be challenged at two levels each, namely High and Low. A methodical DOE took place outcoming the window of work for the acceptable extreme values. The recommended levels were successfully determined for the next phase, the Performance Qualification. Three batches, all within the recommended levels, concluded the PQ.
The example above was completed under 100% acceptance of the items produced. The summary report emphasized the need for monitoring both the cooling time and holding pressure for runs at normal operating conditions.
Calibrations are not enough! – Test Method Validation (Gage R&R)
Yes, this is correct. We all know process instruments must be calibrated, but calibration alone will not suffice inspections. It sounds weird, even fastidious, yet it is easy to understand. Suppose that a part that is produced at high volumes has a Critical to Quality (CTQ) dimension. This variable is manually measured along with production, in three different shifts, by one calibrated micrometer.
Regulations require that the measurement method produces valid results, regardless of the instrument used, variable, or attribute data alike. Back to our example, if we were up to measure the same part at those three shifts, we would expect to get three different results. The theoretical difference might not be significant, but can you prove it? Let’s be aware that the tolerances are not of concern here. At times, you will be required to present supporting documentation showing that measurements or testing methods do not vary more than 10% over shifts and operators, regardless of acceptance. In other words, variations in results should be mostly due to the difference among parts and not vary due to humans or any other factor over ranges and time.
Likewise, for a large staff, an agreement between different QC personnel may as well be questionable.
This is the so-called Test Method Validation (TMV) where the Repeatability and Reproducibility of testing and measurement methods (Gage R&R) are used.
TMV is an integral part of any successful validation for manufacturing processes. Again, our professional support in developing correct protocols and executing them properly will help you overcome the TMV challenge.
Computer Software Validation
If your product has software applications associated with it, you are required to confirm that the software specifications conform to the intended use of the product and they fit the user’s needs. Unless there is an in-house specialist on Software Validation this is definitively the place to outsource support.
Electronic Records and Signatures, data integrity and workflow, accessibility, audit trail, and retrieval capabilities are a few of the qualifications needed.
A Bio-Tech company in the cell-growing for blood disorder market had a large number of QC lab devices, each with its own dedicated software application, turned to Gsap for Software Validation support. Their product was stored at deep freeze. The analysis performed by each device, the results, and the generated reports for batch release were backed up in the cloud. Besides the qualifications needed for all temperature conditions, cyber protection for data became a must. But how to validate software that is working only with cloud-generated files? We started with a GAP Analysis for the computerized Systems for each device. Next, the work focused on a Criticality Assessment and Software Installation issues. Finally, we approached Configurations, Security Measures, Remote Storage, and Retrieval features, Data Work Flow, Data Integrity, Audit trails, Readability, and Disaster recovery. As a result, qualifications have fulfilled the requirements not only for the 21 CRF Part 11 but also for the Annex 11 of the Eudralex EC Public Health and Risk Assessment. ALCOA+ requirements were also covered.
Making sense of data
We found a way to cope with one of the fear-most requirements: Statistical techniques. It is easier to think of it as self-defense for your project. In this way, the sampling rationale becomes even helpful.
Suppose you have adopted the ANSI Z1.4 for inspections. Now you can state the purpose of the acceptance plan, how much is routinely accepted 95% of the time, how much is expected to be rejected, and so on. Tables and Operational Characteristic curves (see below) are of easy access and ready for your ease. It seems everything is Ok.
But the ANSI is mostly used for lots that have been already produced. It looks to the past. What happens if you are going to validate a batch to be produced in the future? How to decide which is the appropriate success criterion looking to the future? You will need to assume a standard deviation of the upcoming sampling and hope variation does not exceed it. Well, how big must the sample size be for a high degree of confidence? What reliability do you desire for your product? After all, decisions are based on a sample. What happens if there are multiple runs and different batches? Do they share homoscedasticity (common variance)? The answers are not so simple.
Cp and Cpk indexes are common ways to validate manufacturing by simply proving the capability of a process. However, they require samples to be originated from a normally distributed population, an issue frequently overlooked. Can you prove the normality of your data? How many samples do you need for a minimum Cpk of 1.33? Are there outliers? What to do with them? How to interpret the p-value obtained? These are some of the questions concerning the statistical side of Validations.
Our support starts by analyzing results. If they do not come from a normally distributed population, we will search for the appropriate distribution to work with it. Occasionally data transformation may be of help. Those issues are important to decide the overall validity of the analysis. They require some expertise, but whatever the case is, we will help you comply with the statistical requirements, select the correct sample size, make sense of data, and feel comfortable with the numbers.
Benefits and why is Process Validation so important?
First of all, because it can be enforced on you. It’s the law. The Code of Federal Regulations (CFR) are not recommendations but rules that must be followed.
Additionally, there are several advantages for validating manufacturing processes in the medical device industry.
●It ensures your equipment operates correctly and is maintained properly. This means immediate savings, less downtime, and product quality benefits.
●In the long run, it reduces inspection and correction costs. Validated processes shall be monitored and controlled so that your production and products are safe and reliable over time.
●Processes are understood by the staff. It makes good business sense when you and your staff comprehend and control the processes. A knowledgeable staff means your business is competitive and ready to cope with any of the day-by-day challenges.
Validated processes under regulatory compliance shall be one of the ultimate goals for your business. This may be the right moment to improve existing Validation procedures, or if you are new on the subject, to correctly introduce Validation, alongside professional help.
Improving your staff’s capabilities for the development and execution of qualifications is also a way to go with Gsap seminars and courses. For more information, please contact us.
Now is your turn.
This article was prepared by:
Jose (Yossi) Chvaicer, M.Sc.
Senior Validation and Quality Engineer
For more information about our validation services visit:
We are pleased to attend together with SE Pharma for the upcoming IPL Forum 2021- supply chain management conferences for the healthcare and food-tech industries!
The conference was held on 20.10.2021 at the Avenue Congress Center.
Gsap experts provide professional lectures:
The Annual Healthcare Industry Supply Chain Management Conference-IPL Forum 2021
Opening seat
9:20 – Implementing GDP in Israel – Regulatory Challenges and Key Insights from Audits:
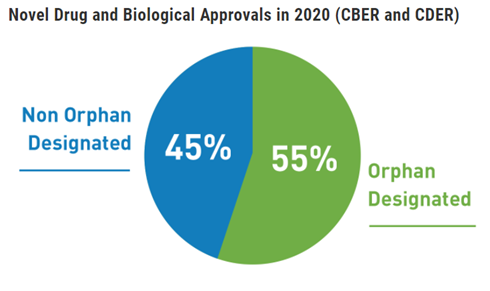
Over 300 million people are living with at least one of identified rare diseases around the world. Rare diseases currently affect 3.5% – 5.9% of the worldwide population. 72% of rare diseases are genetic, 70% of those genetic rare diseases start in childhood.
The fact that there are often no existing effective cures offers development products regulatory priority, this benefit together with appropriate investigational planning can lead to fast drug approval.
●A disease that affects a small percentage of the population. About half of the people affected by rare diseases are children. Most rare diseases are serious or life-threatening. Patients with rare diseases may have no available therapies for the disease.
●An Orphan Drug is a drug for rare diseases. Orphan drugs follow the same regulatory development path as other pharmaceutical drugs. However, the drug can be tested on fewer patients to get approval.
The drugs for rare serious or life-threatening disorders with unmet medical needs may qualify for expedited approvals.
Regulatory priority addressed to unmet medical need
The regulations are intended to speed the availability of new therapies to patients with serious conditions, especially when there are no satisfactory alternative therapies while preserving appropriate standards for safety and effectiveness. The regulatory agency such as FDA recognizes that certain aspects of drug development that are feasible for common diseases may not be feasible for rare diseases and that development challenges are often greater with the increasing rarity of the disease.
●The agencies call for earlier attention to drugs that have promise in treating serious or life-threatening conditions.
●Encourages early consultation for sponsors to plan efficient trial design.
●Applies flexibility in situations to address particular challenges posed by each disease
How to Define the rare disease trial population
●Broad inclusion criteria can allow identification and better characterization of disease phenotypes for which therapy development may be more needed.
●The use of enrichment strategies such as demographic, pathophysiologic, historical, genetic or proteomic, clinical, and psychological characteristics can help to demonstrate treatment effectiveness.
●Choosing patients with a greater likelihood of having a disease-related endpoint event or a substantial worsening in condition.
●Choosing patients more likely to respond to the drug due to their physiology or disease characteristics and /or disease subtypes.
●Include pediatric patients with rare diseases in the study to develop data on the full range of people with the disease.
Challenges in Clinical Considerations
Sponsors developing drugs for rare diseases face many challenges. These may include the small number of disease-affected individuals, lack of understanding of the natural history of the disorder, lack of precedent for drug development (e.g., established clinical endpoints, validated biomarkers), phenotypic heterogeneity, and the need to conduct trials in pediatric populations.
●Consider the benefits and risks of the drug.
●Consider the seriousness of the disease and if there is an unmet medical need.
●Anticipated safety issues and trial stopping rules, halting rules, and patient early termination.
●Plans for an independent data monitoring committee (DMC).
●Inclusion of patient perspectives in the drug development plan.
●Plans to conduct extension studies to evaluate longer-term safety and durability of effect.
●Considerations related to novel endpoints including the development of clinical outcomes assessments e.g., patient-reported, observer reported, clinician-reported, performance outcome measures.
●Plans for pediatric studies must comply with appropriate regulatory and ethical requirements, including the additional safeguards for children.
Use of biomarkers
●Predictive biomarkers may be used for proof-of-concept.
●Drugs that are intended to be used in a biomarker-defined subtype of patients may require a companion diagnostic that shall co-development with the drug. Companion diagnostics are tests that provide information essential for the safe and effective use of a corresponding drug,
●Pharmacodynamic/response biomarkers allow guide dose-response for more precise dose-finding for therapeutic modalities. Biomarkers can be used to monitor specific parameters and adjust doses so that the biomarkers are kept within specific ranges.
●A response biomarker can be used to show that a biological response has occurred in an individual who has been exposed to a medical product, therefore, provide supportive evidence of efficacy.
Natural history-controlled studies
A natural history study is a pre-planned observational retrospective or prospective study that follows a group of people over time who have or are at risk of developing, a specific medical condition or disease. A natural history study collects health information in order to understand how the medical condition or disease develops and how to treat it. A natural history study can be submitted as a baseline, in absence of a concurrent comparator, demonstrating the disease course for untreated patients along with data that charts the disease course of patients given the proposed therapy to show how the natural progression is changed or perhaps halted by the therapy.
Retrospective natural history studies most commonly use information in existing medical records can provide quick data.
Prospective natural history studies collect and analyze new data generated from identified patients at specified time points after the natural history study has been initiated provide systematically and comprehensively captured data.
Choose sufficient study duration to capture clinically meaningful outcomes in course of the disease.
Be specific when formulating your research objectives, select potential prognostic characteristics, and disease features that may help formulate a sensitive clinical endpoint
Collect data from clinical examination findings, laboratory measurements, imaging, reports of patient functioning and feeling include the standards of care and concomitant therapies.
Include patients across a wide spectrum of disease severity and phenotypes.
Use standardized collection methods and medical terminology to enhance the value and usefulness of natural history study data.
Efficacy Endpoints
●For many rare diseases, well-characterized efficacy endpoints appropriate for the disease are not available.
●Endpoints should be selected base on the range and course of clinical manifestations associated with the disease, the clinical characteristics of the specific target population and the aspects of the disease that are meaningful to the patient and that could be assessed to evaluate the drug’s effectiveness.
●Biomarkers can be used as a surrogate endpoint that is considered reasonably likely to predict clinical benefit when analytical and clinical validation of the biomarker test is confirmed by the regulatory agency before starting the clinical trial. Endpoints that are considered reasonably likely to predict clinical benefit, even if not well-established may be used as a basis for accelerated approval for treatment of serious or life-threatening diseases.
●Exploratory evidence from phase I and II trials helps to choose the dose and timing of endpoints evaluation in the advanced stages of the clinical development program.
●When the primary endpoint is clinically meaningful but susceptible to individual interpretation, the trial may benefit from having additional supportive secondary endpoints (e.g., laboratory measurements).
●The validity, sensitivity, reliability, or interpretability of an endpoint may be different for patients with mild or severe forms of the same disease.
Efficacy vs Effectiveness
The term efficacy refers to the findings in an adequate and well-controlled clinical trial or the intent of conducting such a trial and the term effectiveness refers to the regulatory determination that is made on the basis of clinical efficacy and other data.
Studies in healthy subjects may determine which factors influence a drug’s disposition or pharmacodynamic effects, dedicated clinical trials that inform dosing and usage instructions in the target population with a rare disease may be limited. The information from such studies and analyses can inform trial design and serve as supportive evidence of effectiveness. Data generated from such studies and analyses can efficiently optimize conditions for drug use e.g., dose, schedule, patient selection, etc.
In rare disease drug development, given the limited number of available patients, it is crucial to standardize the collection and handling of data to ensure quality and interpretability.
A smaller number of patients may be acceptable when the intended treatment population is small.
Many rare diseases are genetic in origin and characterized by more than one phenotypic subtype. Prevalence estimates should include all phenotypic subtypes of a disorder anticipated to respond to the investigational drug.
Natural history studies can help distinguish drug-related adverse effects from underlying disease manifestations.
Many rare diseases severely affect children, and for diseases that affect both children and adults, sponsors should explore the early inclusion of pediatric patients in clinical studies.
Whenever ethically and practicably feasible, to facilitate interpretation of adverse event causality, especially with respect to the incidence and severity of adverse events that could be a manifestation of the disease under study.
A trial protocol with a safety cohort running parallel to the efficacy trial would include patients with the disease who investigators think might benefit from the investigational drug but who do not meet all the registration trial eligibility criteria. Such patients can be enrolled in the trial, avoiding the need for a separate trial and protocol. However, these patients are not randomized and are excluded from the efficacy analysis.
References
●Rare Diseases: Common Issues in Drug Development Guidance for Industry, January 2019
●Rare Diseases: Early Drug Development and the Role of Pre-IND Meetings Guidance for Industry, October 2018
●Enrichment Strategies to Improve Efficiency of Drug Development, May 2018
●Guidance for Industry Expedited Programs for Serious Conditions – Drugs and Biologics, May 2014
●Patient-Focused Drug Development: Collecting Comprehensive and Representative Input, June 2020
●Patient-Reported Outcome Measures: Use in Medical Product Development to Support Labeling Claims, December 2009
●Providing Clinical Evidence of Effectiveness for Human Drug and Biological Products, May 1998
●Patient-Reported Outcome Measures: Use in Medical Product Development to Support Labeling Claims, December 2019
I●n Vitro Companion Diagnostic Devices Guidance for Industry and Food and Drug Administration Staff, August 2011
●BEST (Biomarkers, Endpoints, and other Tools) Resource, FDA-NIH Biomarker Working Group, December 2016
This Newsletter Prepared by:
Inna Grau, M.Sc. Clinical Trial Manager
For more information about our CRO services visit:




























{kind=link}